Welded Tubes are manufactured from Plate or continues Coil or strips. To manufacture welded tube, first plate or coil is rolled in the circular section with the help of plate bending machine or by a roller in the case of continues process. Once the circular section is rolled from the plate, the tube can be welded with or without filler material. Welded tube can be manufactured in large size without any upper restriction. Welded tube with filler material can be used in the manufacturing of long radius bends and elbow. Welded tubes are cheaper with compared to the seamless tube and also Weak due to the weld
There are different welding methods used to weld the tube.
• ERW- Electric Resistance Welding
• EFW- Electric Fusion Welding
• HFW- High-frequency welding
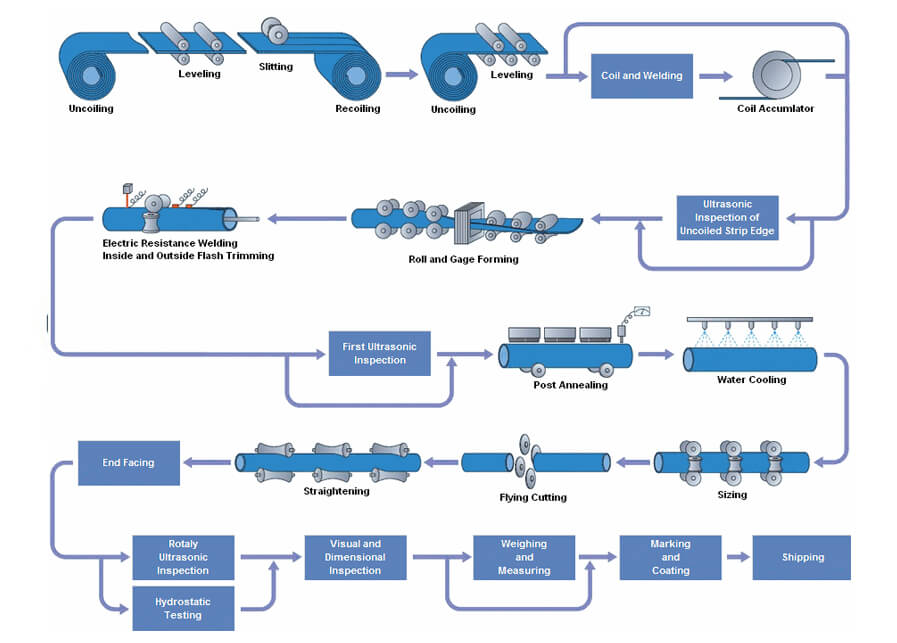
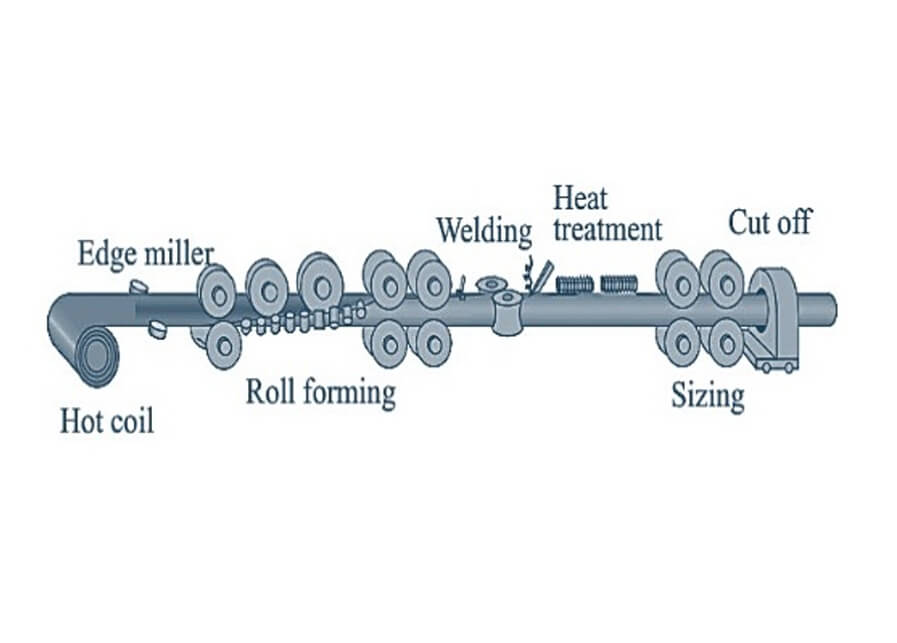
Less thickness tube, mainly ERW / EFW or HFW welded tube are formed by continues rolling method. In this method, a flat metal strip from the strip coil is feed into the series of roller assembled in line. These rollers gradually form the strip in the circular section. At the end of rolling assembly, this tube is continuously welded by welding machine.
ERW/EFW and HFW are welding methods in which tube is welded without adding filler material. However, EFW welding method can be used with filler material also.